1..翹曲(Warping)
翹曲發生在塑料冷卻收縮時,當列印物件冷卻並開始收縮,會使物件底部彎曲翹起,最終使其離開列印平台。最好避免翹曲的方法是裝配加熱板,將列印物件底部的溫度維持在玻璃轉化溫度之上,使物件無法完全冷卻成固體,如此就能良好的附著於平台之上。通常加熱板就非常夠用了,不過也會建議使用口紅膠來增加附著力,購買Ultimaker 3D列印機原廠都會附贈一條口紅膠,此用時先在平台上塗一層薄薄的口紅膠,再用濕抹布或紙張塗開,當加熱板加熱蒸發水氣後便會留下很薄的口紅膠在平台上。
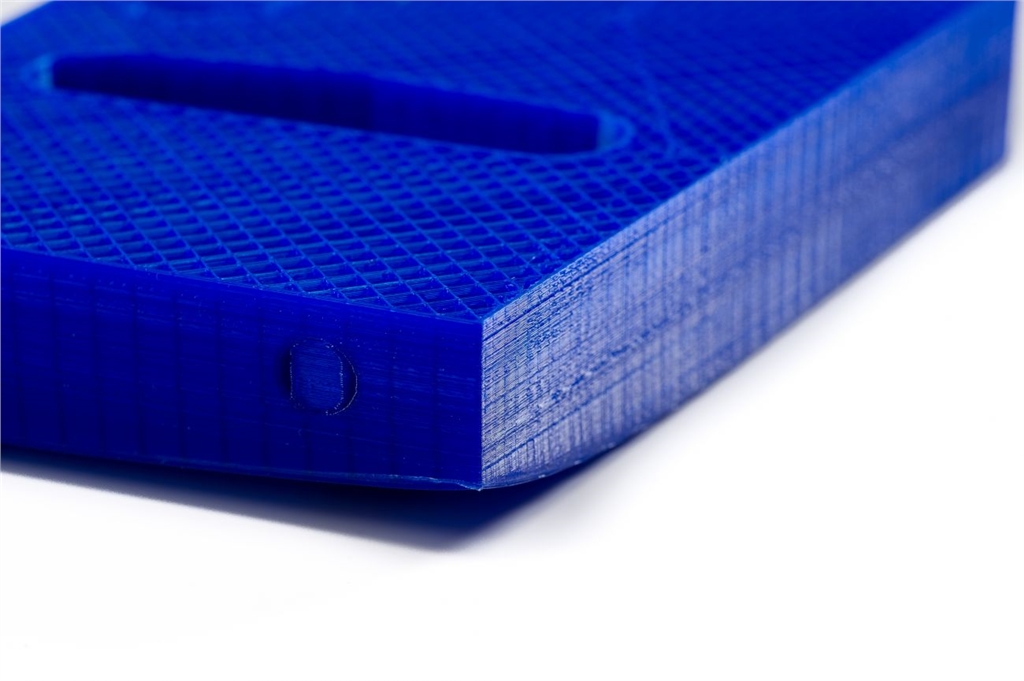
盡可能將保持水平很重要,才能讓塑料適當的被擠壓在平台上,這樣除了可以避免物件脫落及翹曲外,也可使底部更光滑平整。以下照片是線材擠出的理想狀態:

照片中線材粗細均勻、相互接觸良好,若您的線材之間出現間隙表示平台距噴頭太遠; 若線材被壓得很扁且線材間接觸的很雜亂,表示平台距噴頭太近。
Cura中的”brim”設定是避免翹曲的好方法,此設定會再物件第一層外圍沿伸、擴大接觸面,以增加附著力抵抗物件冷卻時的收縮力,因為brim 只有一層厚所以冷卻後很好拆除。
Ultimaker2 Go 3D列印機沒有加熱板,所以通常會使用3D列印用的藍色膠帶來增加附著力,使用時記得要將膠帶貼牢,也可以用酒精擦拭膠帶表面以去除油污,可以使物件黏得更好,也因為Ultimaker2 Go 3D列印機的列印平台較小印不了太大的物件,所以翹曲問題通常也會較少。
ABS比PLA更容易翹曲,列印時除提高加熱板溫度外(記得將機器中的材料設定改為ABS),要須小心處理冷卻問題,可能的話盡量不要開風扇,理想像應將3D列印機封閉,保持列印區域溫度穩定。為增加ABS與列印平台之間的附著力,您可以參照此文章: [3D列印材料] 選對材料,解決您ABS翹曲問題!
2.物件歪斜(Prints are leaning)

物件歪斜通常是磨擦導致噴頭移動距離縮短造成。請確認連接步進馬達及移動軸的短皮帶沒有接觸摩擦到列印機本體,同樣也請確認步進馬達上的皮帶輪沒有接觸摩擦到列印機本體,若有接觸到,請將它們往步進馬達的方向移動。
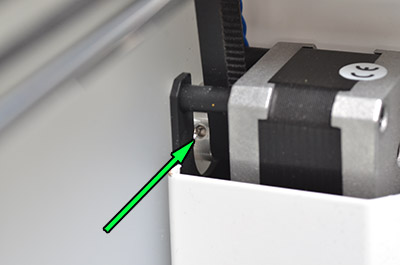
步進馬達皮帶輪上的螺絲孔不好鬆開,請您先將前面白色的金屬板下,舊版機器在機身側邊有一個螺絲孔可鬆開,新版機器則是側邊跟背部各一個。鬆開螺絲,將金屬板稍向前傾便可取出。
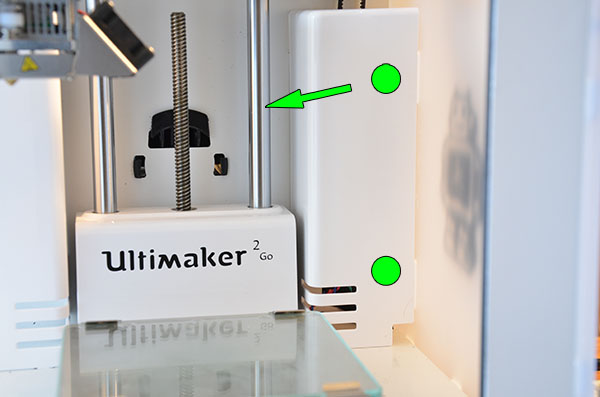
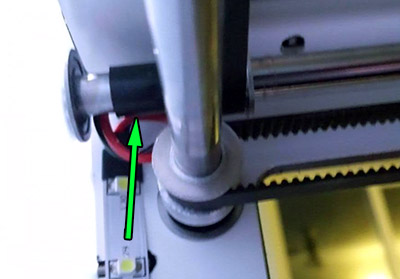
Ultimaker2 Go 3D列印機的金屬板沒有用螺絲鎖,是卡在側板上的,請依照下圖按壓綠色標記處,並將金屬板向左拉出。
現在您可以將皮帶輪鬆開,若螺絲孔角度不易接觸,您可以移動噴頭來旋轉皮帶輪,當皮帶輪上的螺絲孔鬆開後,將皮帶輪盡可能往步進馬達方向推,讓其盡量靠近但不要接觸到馬達,調整好後請記得將螺絲孔重新旋緊,讓皮帶輪無法滑動。
3.波紋/陰影(Ringing)

Ringing是指在列印物件的角落處出現的波浪狀陰影,這常出現在列印文字的角落或尖銳處,發生原因是噴頭列印時突然改變方向,慣性造成的振動產生。有幾個方法可以見少此現象, 最簡單是降低列印速率;再來是調整列印機設定降低噴頭移動時的加速度,調整方法為: Maintenance -> Advanced -> Motion settings,將數值設定為3000 or 1500再試試看列印成果。 (原本的值應該比較高)
還有另一個缺陷會看起來像發生ringing,但其實不是。當壁厚太薄會讓填充結構的陰影在外觀上就可看出,讓物件看起來像發生ringing一樣,可以透過增加壁厚來解決此問題,通常建議壁厚設定兩層,以0.4mm口徑噴嘴來說就是0.8mm的壁厚。
有時列印溫度太高也會讓物件出現一些奇怪的垂直線,可降低溫度或是有些使用者將物件旋轉45度列印就可解決此現象。
4.懸空處列印不佳(Ugly overhangs)

懸空斜面比起鉛直面列印不佳是因為前一層無法很好的支撐新的一層,冷卻時間不足及在懸空層上繼續建構導致物件下垂或蜷曲,特別是在角落懸空處的薄層結構問題更明顯,要解決此現象較為麻煩,因為其牽涉到列印溫度、速率、懸空程度、層厚、材料、冷卻等會影響懸空處列印的因素。
冷卻是影響懸空處列印品質的主要因素,列印懸空處時請確認風扇100%開啟,若懸空處體積小且剛好位於冷卻風扇吹不到的地方(如Ultimaker機器人的耳朵),那解決方法便是一次印多個物件,當噴頭在印其中一個物件的某一層時,其餘物件的同一層便有足夠的時間散熱,同樣方法也可用在列印很小的結構時用(如Ultimaker機器人的天線),因為在結構小很容易在列印時被過度加熱,同時印多個物件則可以增加散熱時間。
另一個影響因素是層厚,通常層厚設定厚一點可以提升懸空處的品質,但也不能太厚,層厚較薄會讓懸空處的邊緣及角落彎曲,您需要多加嘗試才能找出最適合您物件的設定。
降底列印速率通常也可提高列印品質。
在不產生出料不足的前提下盡可能降低列印溫度,因為列印速率越低列印所需的溫度也可降低,以提列印品質。此外當列印物件的懸空處位置非常低,建議關閉加熱板以免影響品質。
設計時先考慮3D列印機的列印方式,再將物件懸空處的長度設計盡可能的縮短,並且考慮怎樣的方向及角度比較容易列印,例如30°會比45°(垂直向上為0°)容易列印,或是在設計上也可以用橋接來取代懸空結構。
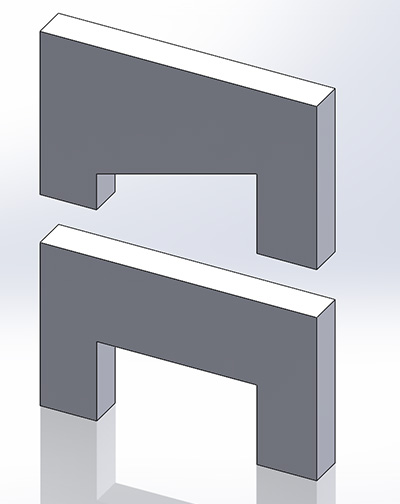
如上圖,上方物件的懸空處會蓋不出光滑面,下方物件用直線取代斜面就可蓋得很好,這種需要橋接的兩根柱狀結構間用直線是最好的選擇,若距離越近效果會越好。
5.底層間隙(Gaps in bottom surface)

若列印物件底層的塑料線之間的間隙太大,就表示噴頭與列印平台之間的距離太遠,將距離調近可以使塑料在列印平台上附著的更好,線與線之間也會連接的更緊密。然而也不可將距離調得太近,不然會使塑料無法被寄出,導致壓力不斷累積,讓線材被進料馬達挖出一個洞。
Cura預設是將第一層層厚設定為0.3mm,您也許會想將其改為0.2mm或0.1mm讓底層更薄像鏡面一樣,然而第一層層厚越薄平台水平調整就要更精確,通常0.3mm會比較好設定水平。
6.頂層刮痕(Scratches)

物件完成後最頂層可能會有一些刮痕,有可能是真的被噴嘴所刮出來的,也可能是噴嘴所滴下的一些絲狀塑料(拉絲)。
您可以在Cura中選擇Expert -> Open expert settings...,調整"z-hop"值,這個功能可以讓噴嘴從一個點移動到另一個點之前稍稍抬起,到達目的位置後再放下來,利用這個功能可以提高噴頭的移動速率(travel speed),可從預設的150mm/s提升到250mm/s,更快的移動速率可以減少噴嘴滴出塑料的時間,也可以考慮降低列印溫度來減少滴出的量。
也可將Minimum travel設為1 ,Minimum extrusion設為0來減少拉絲,這樣可使噴頭在每次移動前都回抽線材,雖然會增加一些列印時間,但可見少拉絲。
z-hop”功能會使物件頂層有小小的點,但是比起刮痕來的不明顯許多。
刮痕通常容易在有孔洞的表面出現,Ultimaker 論壇有使用者提出了解決辦法: 在孔洞的的表層建構薄薄的一層塑料封住洞孔,列印完後再剪除。
7.傳動軸凸出(Protruding axes / Rods sticking out)
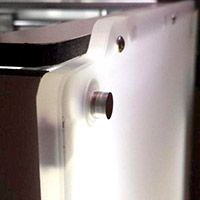
這個情況通常是皮帶輪鬆掉導致,很容易修復,通常只會移動幾mm很難被察覺,照片中是較為極端的情形。輕微的偏移不會對3D列印品質造成引響,頂多列印時會有一些輕微敲擊聲,較為嚴重的情形請一以下步驟修復:
1. 鬆開兩邊皮帶輪使其可被移動。
2.將金屬傳動軸移回正常位置。
3.將兩側皮帶輪連同黑色塑膠墊片往機身側推,直到黑色塑膠墊片接觸金屬桿末端的培林。
4.重新將皮帶輪鎖緊。
Reference : http://3dmart.com.tw/tutorials/3d-pinting-troubleshooting-guide
沒有留言:
張貼留言